






CNC machining is one of the most widely used manufacturing processes across industries such as robotics, automotive, aerospace, and consumer products. Its versatility, precision, and compatibility with a wide range of materials make it a preferred solution for both prototyping and production.
However, many engineering teams overlook one critical factor during product development: Design for Manufacturability (DFM).
Poor design decisions—such as deep cavities, thin walls, or inaccessible features—can significantly increase machining time, cost, and risk of defects. In many cases, these issues only become apparent during production, leading to delays and costly revisions.
The good news is that most of these problems can be avoided early in the design phase.
In this guide, we will walk through 8 essential CNC machining design tips based on real-world manufacturing experience. These practical guidelines will help you optimize your designs, reduce production risks, and achieve better results.
Why DFM Matters in CNC Machining
- Reduce machining time and tool wear
- Improve dimensional accuracy
- Lower overall production costs
- Prevent rework and scrap
- Speed up lead times
On the other hand, designs that ignore manufacturing constraints often result in unnecessary complexity, even if the part appears simple on a CAD model.
By understanding the limitations and capabilities of CNC machining, engineers can make smarter design decisions from the start.
8 CNC Machining Design Tips
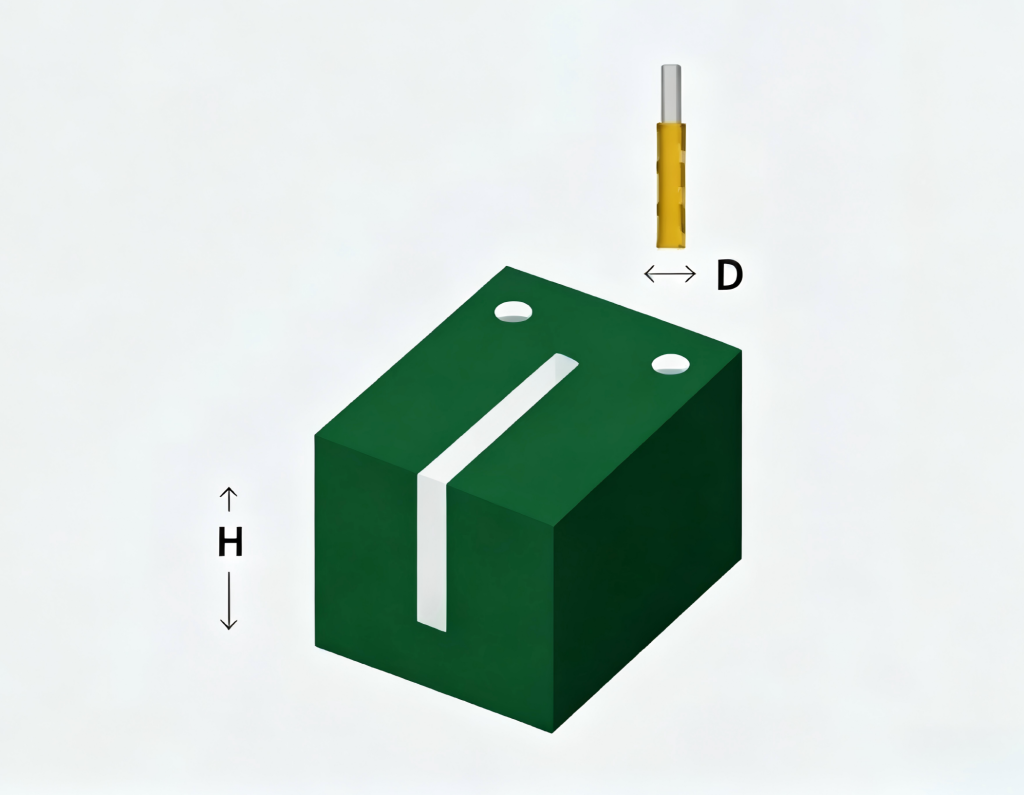
1. Avoid Deep and Narrow Pockets
Deep cavities require long cutting tools, which are more prone to vibration (chatter) and deflection. This reduces machining accuracy and increases the risk of tool breakage.
As a general guideline:
- Pocket depth should not exceed 3× the tool diameter
For example, if a 12 mm tool is used, the pocket depth should ideally not exceed 36 mm.
Best Practice:
- Increase pocket width where possible
- Break deep features into multiple accessible sections
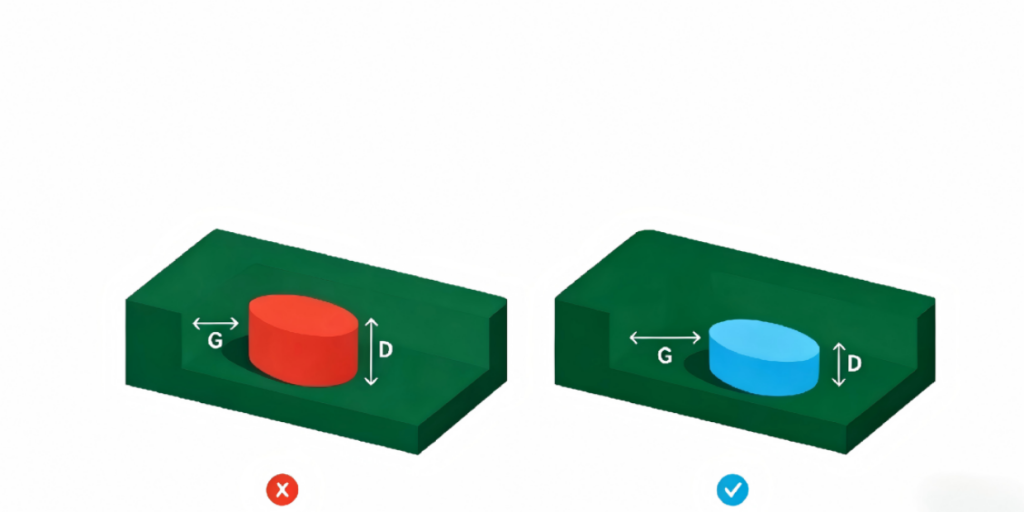
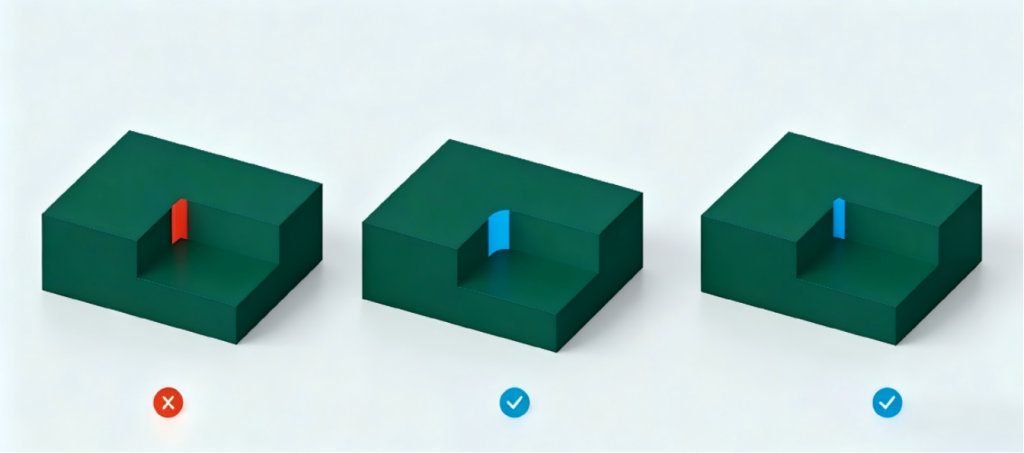
2. Avoid Narrow Features
Narrow slots or tight geometries restrict tool movement and may require custom or very small tools. This leads to:- Higher machining costs
- Longer production time
- Increased tool wear
Best Practice:
- Design features to accommodate standard tool sizes
- Maintain sufficient clearance for tool access
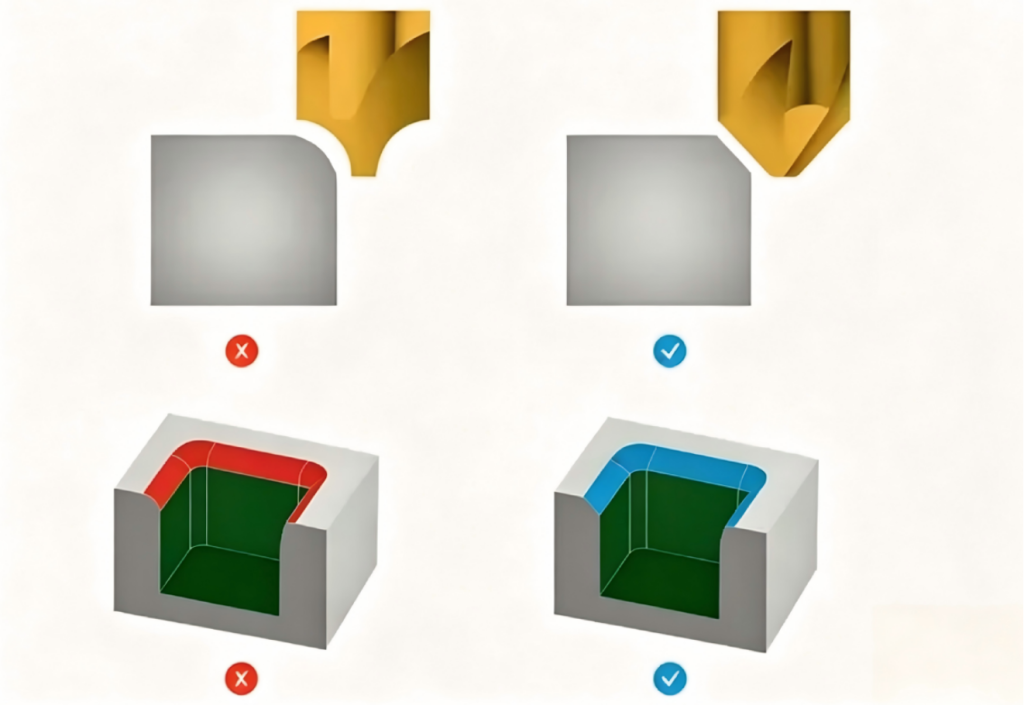
3. Do Not Design Sharp Internal Corners
CNC cutting tools are round, meaning perfectly sharp internal corners are impossible to achieve through standard machining.
Instead, internal corners will always have a radius.
Best Practice:
- Add internal corner radii slightly larger than the tool radius.
- This improves tool movement and reduces stress concentration
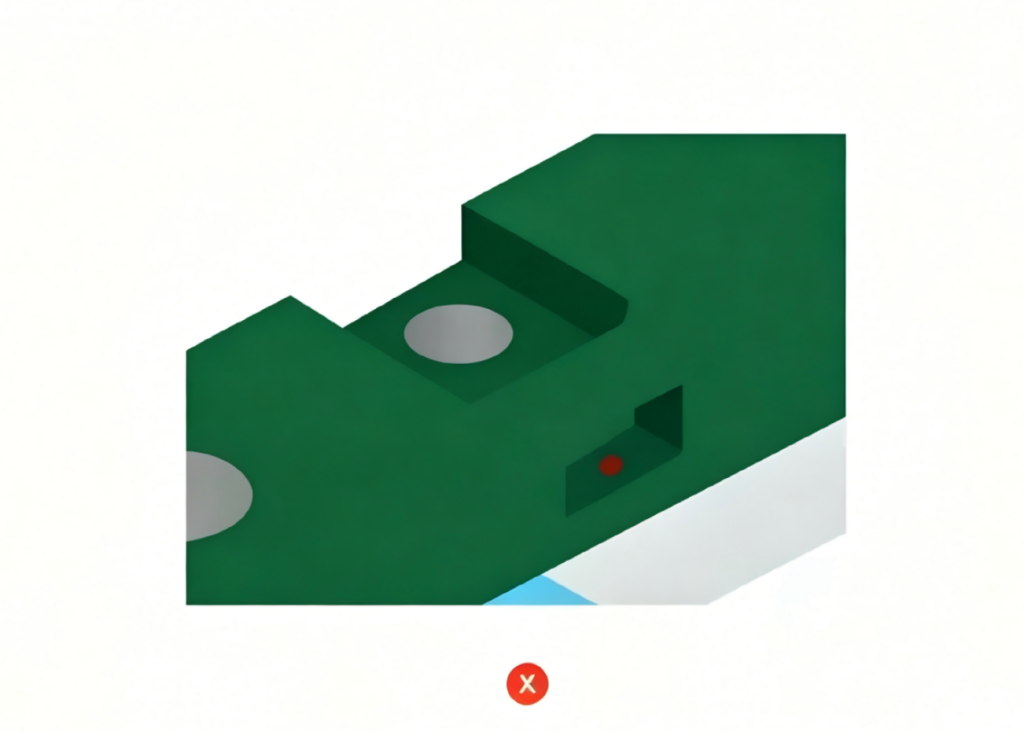
4. Ensure Tool Accessibility
One of the most common design mistakes is creating features that are difficult or impossible for tools to reach.
Examples include:
- Deep internal cavities
- Undercuts
- Features blocked by other geometry
Best Practice:
- Ensure all features are accessible with standard tools
- Avoid hidden or obstructed geometries
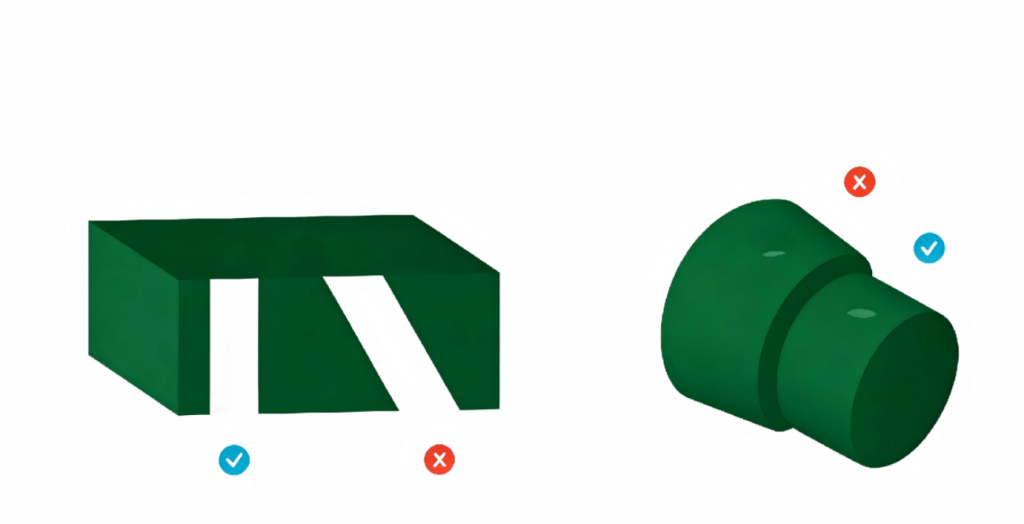
5. Avoid External Fillets (Use Chamfers Instead)
External fillets (rounded outer edges) require precise toolpaths and can increase machining complexity.
In many cases, chamfers (angled edges) provide the same functional benefit with easier machining.
Best Practice:
- Use chamfers instead of fillets for external edges
- Reserve fillets for functional or stress-related needs
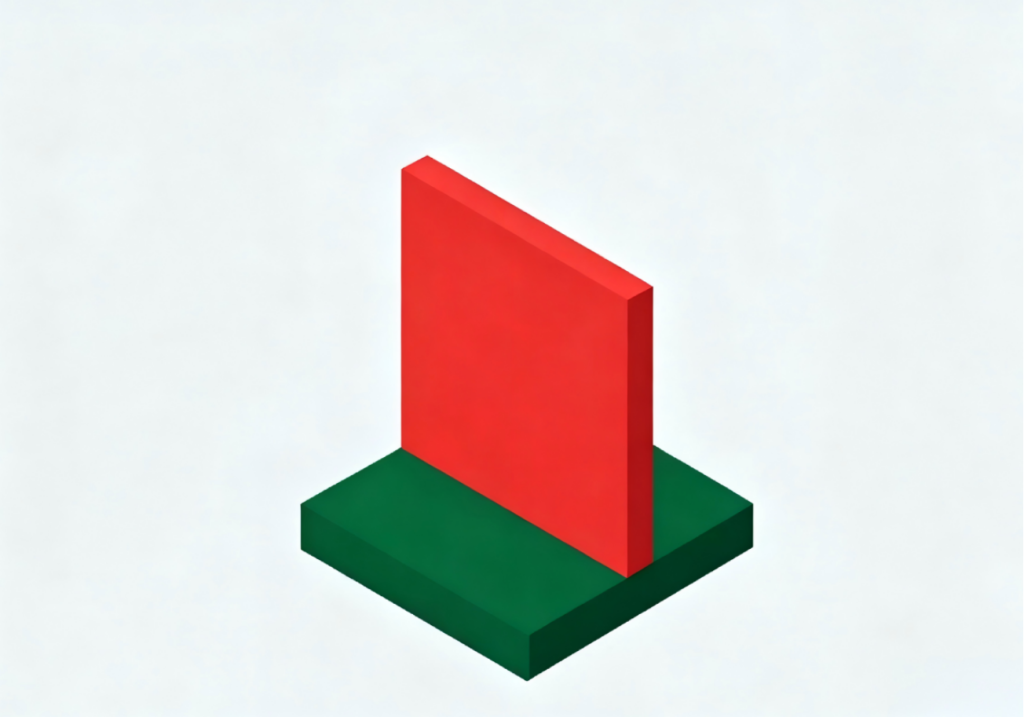
6. Avoid Thin Walls
Thin walls are difficult to machine and can lead to vibration, deformation, or poor surface finish.
Recommended minimum wall thickness:
- Metals: ≥ 0.8 mm
- Plastics: ≥ 1.5 mm
Best Practice:
- Maintain consistent wall thickness
- Reinforce thin areas with ribs if needed
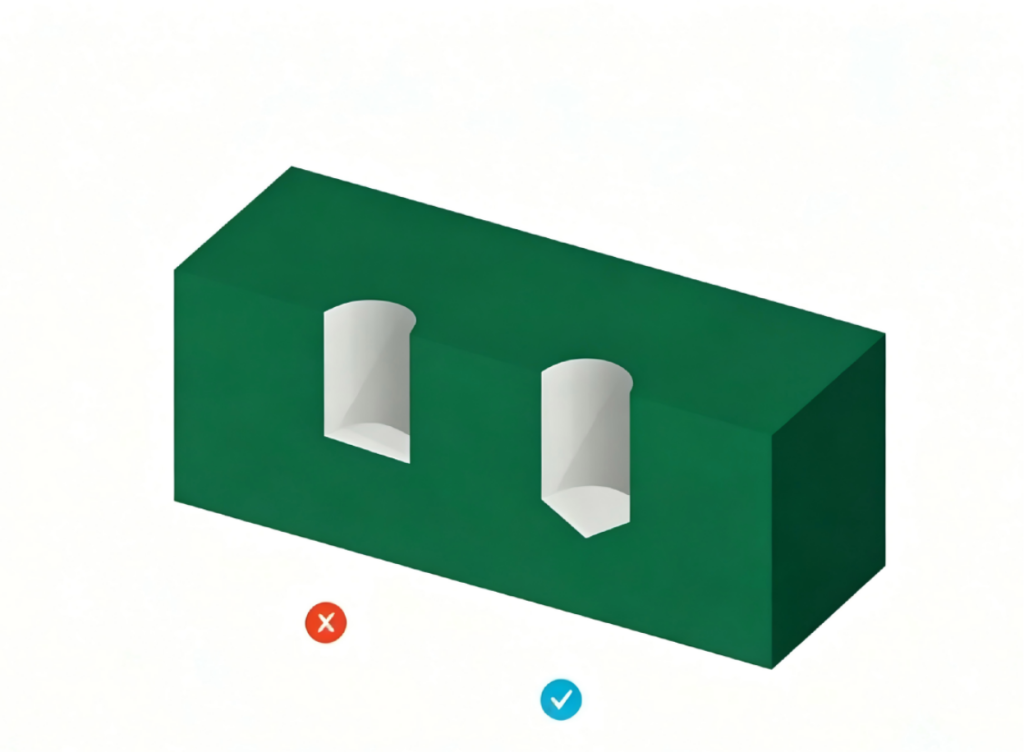
7. Avoid Flat-Bottom Holes
Flat-bottom holes require special tools or additional machining operations, which increases cost and complexity.
Standard drill bits naturally create conical bottoms.
Best Practice:
- Use standard drill holes with 118° or 135° angles
- Avoid unnecessary flat-bottom designs unless required
8. Design Proper Drill Entry and Exit
If a hole is drilled on a surface that is not perpendicular to the drill axis, the tool may drift during entry, affecting accuracy.
Additionally, uneven exit surfaces can create burrs that are difficult to remove.
Best Practice:
- Ensure hole entry and exit surfaces are perpendicular to the drill direction
- Add spot faces if necessary
Real Case from RAPIDMFG-ONLINE
In a recent project for a robotics customer, the initial design included several deep narrow pockets and thin wall sections.
During the first machining trial, the following issues occurred:
- Tool vibration leading to poor surface finish
- Dimensional deviation in thin areas
- Extended machining time
Our engineering team conducted a DFM review and implemented the following improvements:
- Reduced pocket depth and increased width
- Increased wall thickness in critical areas
- Added appropriate internal radii
Results:
- 25% reduction in machining time
- Improved dimensional stability
- Lower overall production cost
This case highlights how small design changes can significantly improve manufacturability.
Practical CNC Design Tips for Engineers
To further optimize your CNC machining designs, consider the following:
- Use standard tool sizes whenever possible
- Avoid unnecessary geometric complexity
- Consider material behavior during machining
- Collaborate with manufacturers early in the design phase
- Request DFM feedback before finalizing your design
Conclusion
CNC machining offers high precision and flexibility, but its success depends heavily on proper design.
By applying these 8 DFM principles, engineers can:
- Reduce costs
- Improve quality
- Shorten lead times
- Avoid production issues
As a leading one-stop online manufacturing service provider, RAPIDMFG-ONLINE specializes in high-precision CNC machining, rapid prototyping, injection molding and on-demand production for global customers. We hold ISO 9001 and IATF 16949 certifications to ensure strict quality control, and we help customers optimize their designs from the early stages to ensure efficient and reliable manufacturing.
Contact us today for a free DFM analysis and quotation.