






Medical device components are rarely simple machined parts. Even when the geometry looks straightforward, the part may need to meet tight tolerance, stable surface finish, clean edge quality, reliable assembly fit, and clear inspection requirements. For medical equipment housings, diagnostic instrument structures, sensor mounts, optical brackets, fluidic support parts, and laboratory device components, CNC machining must be planned around function, not only around shape.
Rapid MFG Online supports CNC machining for non-implantable and non-sterile medical equipment components, diagnostic device parts, instrument structures, prototypes, engineering validation parts, and low-volume production components according to customer drawings and specifications.
Our work starts before machining. We review the 3D model, 2D drawing, material, surface finish, tolerance requirements, and inspection needs. The goal is to identify manufacturing risks early, reduce avoidable rework, and help customers move from prototype to controlled low-volume production with fewer engineering surprises.

What Makes Medical CNC Parts Different
Medical equipment components are function-sensitive. A dimension error may affect assembly. A burr may interfere with sealing or movement. A poor datum strategy may create inspection disagreement. A surface finish issue may affect cleaning, sliding, coating adhesion, or optical alignment.
For this reason, CNC machining for medical device projects should not begin with price alone. It should begin with manufacturability review.
Key questions include:
Engineering Area | Question Before Production |
Datum control | Are design, machining, inspection, and assembly datums consistent? |
Tolerance feasibility | Can the required tolerance be held under the actual geometry, material, and setup plan? |
Fixture stability | Will the part move, deform, or vibrate during machining? |
Tool access | Can cutters reach the required features without excessive deflection? |
Surface finish | Does the required finish match the functional purpose of the surface? |
Burr control | Are internal edges, cross holes, grooves, and threads accessible for deburring? |
Post-processing | Will anodizing, passivation, polishing, coating, or engraving affect fit or appearance? |
Inspection | Can critical features be measured clearly and repeatably? |
These questions decide whether the part can be manufactured consistently, not only whether it can be cut once.
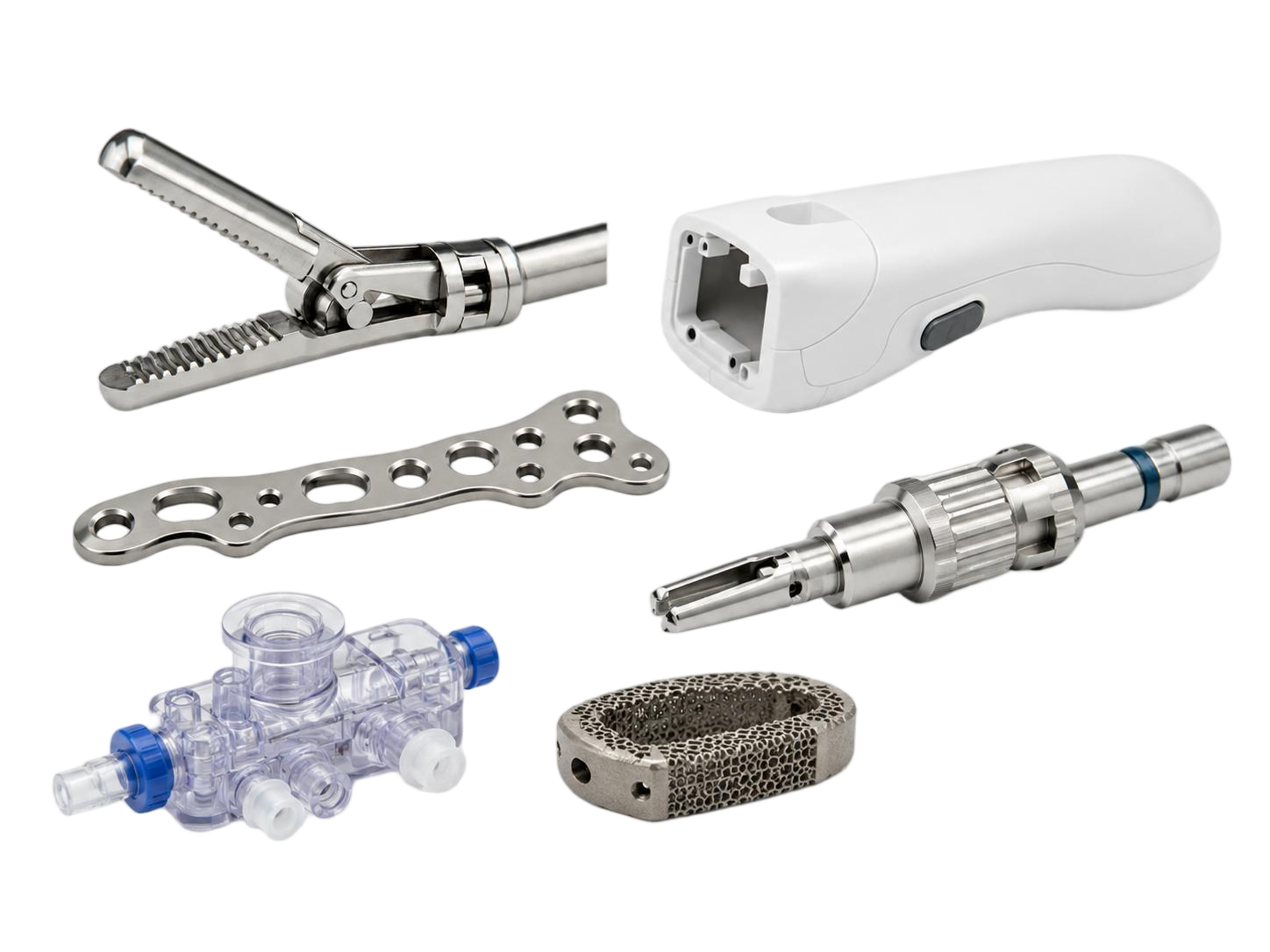
Typical CNC Machined Components for Medical Equipment
Rapid MFG Online supports CNC machining for a wide range of medical equipment, diagnostic instrument, and laboratory device components.
Typical parts include:
Application Area | CNC Machined Components |
Diagnostic equipment | Reagent module parts, sensor brackets, optical mounts, aluminum housings |
Medical instruments | Stainless steel structures, precision knobs, connectors, instrument panels |
Laboratory equipment | Sample holders, fixtures, support frames, fluidic support components |
Equipment enclosures | Aluminum covers, mounting plates, internal frames, structural panels |
Portable medical devices | Small housings, battery support parts, internal brackets, wearable structures |
Engineering validation | Prototype parts, pilot-run components, low-volume production parts |
Many projects include more than one process. A medical device program may need CNC aluminum parts, plastic housings, transparent windows, silicone seals, sheet metal brackets, surface treatment, and inspection records. Rapid MFG Online is useful when customers need engineering coordination across prototype, machining, finishing, and later production planning.

Engineering Review Before Machining
A good CNC result depends on decisions made before the first toolpath is created. During engineering review, we examine whether the part can be machined, finished, inspected, and assembled according to the required function.
Datum and Tolerance Review
Tight tolerance does not automatically mean high difficulty. The real question is where the tolerance is located, how the feature will be machined, how many setups are required, and how the dimension will be inspected.
A part may fail even when the machine is accurate if the datum structure is unclear. Design datum, machining datum, inspection datum, and assembly datum should not conflict. When they do, the supplier and customer may measure the same part differently.
We review datum structure, tolerance concentration, position tolerance, flatness, parallelism, hole patterns, mating surfaces, and multi-setup risk. If a tolerance is difficult because of geometry, material behavior, or fixture limitations, we identify the issue before production.
For medical equipment parts, this step is important because many components are assembled into devices that include electronics, sensors, fluidic modules, optical elements, covers, fasteners, and sealing features. One local tolerance can affect the whole assembly.
Fixture and Deformation Review
Medical CNC parts often include thin walls, deep pockets, lightweight structures, and large flat surfaces. These features can deform during roughing, finishing, clamping, or unclamping.
Common risks include:
Feature | Manufacturing Risk | Review Focus |
Thin wall | Vibration, bending, local distortion | Cutting force, support method, machining sequence |
Deep pocket | Tool deflection, poor wall finish | Tool reach, corner radius, step-down strategy |
Large flat surface | Flatness loss after material removal | Stress release, roughing balance, inspection timing |
Plastic part | Clamping mark or dimensional movement | Soft jaws, support, thermal behavior |
Small precision feature | Position drift after multiple setups | Datum planning and fixture repeatability |
A fixture can reduce risk, but it cannot fully correct an unstable design. When the part structure is too weak for the required tolerance, we may recommend tolerance clarification, design adjustment, process change, or additional inspection control.
Tool Access and Machining Strategy
Some features look simple in CAD but are difficult to machine. Deep cavities, narrow slots, small internal radii, blind holes, cross holes, and long-reach surfaces can require special tools or process planning.
We check whether standard tools can access the feature, whether the internal radius is realistic, whether long tools will deflect, whether small holes and threads have clear depth requirements, and whether EDM or another process should be considered for specific features.
This review helps avoid late cost changes, tool breakage, unstable surface finish, and schedule delay.
Surface Finish and Functional Performance
For medical equipment parts, surface finish is often functional. It can influence sealing, sliding, cleaning, coating adhesion, optical alignment, appearance, and user handling.
Functional Area | Risk | Engineering Focus |
Sealing surface | Leakage or unstable compression | Flatness, roughness, tool mark direction |
Sliding surface | Friction, wear, unstable movement | Ra value, material pairing, surface consistency |
Fluidic support area | Residue retention or cleaning difficulty | Smooth transitions, burr-free edges |
Optical or sensor mount | Alignment error | Datum stability, surface accuracy |
External housing surface | Poor cosmetic result after finishing | Tool marks, polishing, anodizing or coating preparation |
A note such as “good finish” is not enough for functional surfaces. If a specific Ra value, polishing direction, masking area, cosmetic standard, or no-burr requirement is important, it should be defined before production.
Surface finish also affects cost. A lower Ra value may require slower cutting, better tools, polishing, or additional inspection. The requirement should match the function. Over-specifying non-critical surfaces increases cost without improving performance.
Materials for Medical Equipment CNC Parts
Material selection should follow the part function, environment, surface treatment, assembly requirement, and customer specification. Rapid MFG Online supports common metals and engineering plastics used in medical equipment, diagnostic instruments, and laboratory devices.
Material | Common Use | Engineering Notes |
Aluminum 6061 | Housings, brackets, panels, prototypes | Good machinability. Suitable for anodizing. Thin-wall deformation and anodizing allowance should be reviewed. |
Aluminum 7075 | High-strength structural parts | Higher strength than 6061. Surface protection and corrosion behavior should be confirmed. |
Stainless Steel 304 | Instrument structures, corrosion-resistant components | Good general corrosion resistance. Machining cost is higher than aluminum. |
Stainless Steel 316L | Components requiring stronger corrosion resistance | Useful where corrosion resistance is important. Material grade and customer specification must be confirmed. |
Titanium | Lightweight high-strength equipment components | Difficult to machine. Tool wear, heat control, and cost should be reviewed early. |
PEEK | Insulating and high-performance plastic components | Good dimensional stability. Certification and application environment should be confirmed. |
POM / Delrin | Fixtures, moving parts, laboratory equipment components | Good machinability and low friction. Chemical and thermal conditions should be checked. |
PC / PMMA | Transparent covers, display-related parts, optical windows | Crack risk, polishing requirement, and surface protection need attention. |
We manufacture according to customer-specified materials and technical requirements. For regulated applications, material grade, certification, documentation, and testing requirements should be confirmed before production.
It is important not to treat material names as automatic medical approval. A material may be suitable for one equipment component but unsuitable for another application. The operating environment, cleaning method, contact condition, load, temperature, chemical exposure, and documentation requirement all affect the decision.

Inspection and Traceability
Quality control for medical equipment CNC parts should be based on functional risk. Not every dimension has the same importance. Critical features should be identified before production so inspection focuses on the right areas.
Feature Level | Typical Features | Control Method |
Critical | Datum surfaces, sealing interfaces, precision holes, mating surfaces | Full inspection or agreed inspection plan |
Important | Assembly holes, threaded features, flatness areas | Sampling inspection with records |
General | Non-functional external profiles and standard features | Standard dimensional and visual check |
Inspection may include CMM measurement, height gauge, pin gauge, thread gauge, roughness measurement, visual inspection, and surface finish check.
For production projects, traceability may include material batch records, material certificates when required, drawing revision control, order version control, first article inspection, critical dimension records, surface treatment batch records, visual inspection records, burr inspection records, packaging requirements, and nonconformance records when applicable.
All inspection requirements should be based on customer drawings, 3D models, specifications, and agreed inspection standards. If a requirement is unclear, it should be confirmed before production. This includes critical dimensions, cosmetic standards, edge requirements, roughness requirements, and inspection methods.
Clear inspection planning reduces disputes. It also helps ensure that engineering intent is converted into measurable production control.
From Prototype to Low-Volume Production
Many medical device and diagnostic equipment projects do not move directly from design to mass production. They usually pass through prototype validation, engineering testing, pilot builds, and low-volume production.
CNC machining is valuable in this process because it allows engineering teams to verify geometry, fit, function, material behavior, surface finish, and assembly performance before tooling investment.
Stage | Purpose | CNC Value |
Prototype | Verify geometry and assembly | Fast iteration without tooling |
Engineering validation | Test function and tolerance | Real material and real structure testing |
Pilot build | Confirm manufacturability and inspection plan | Repeatable small-batch production |
Low-volume production | Support early equipment builds | Controlled quality and flexible production |
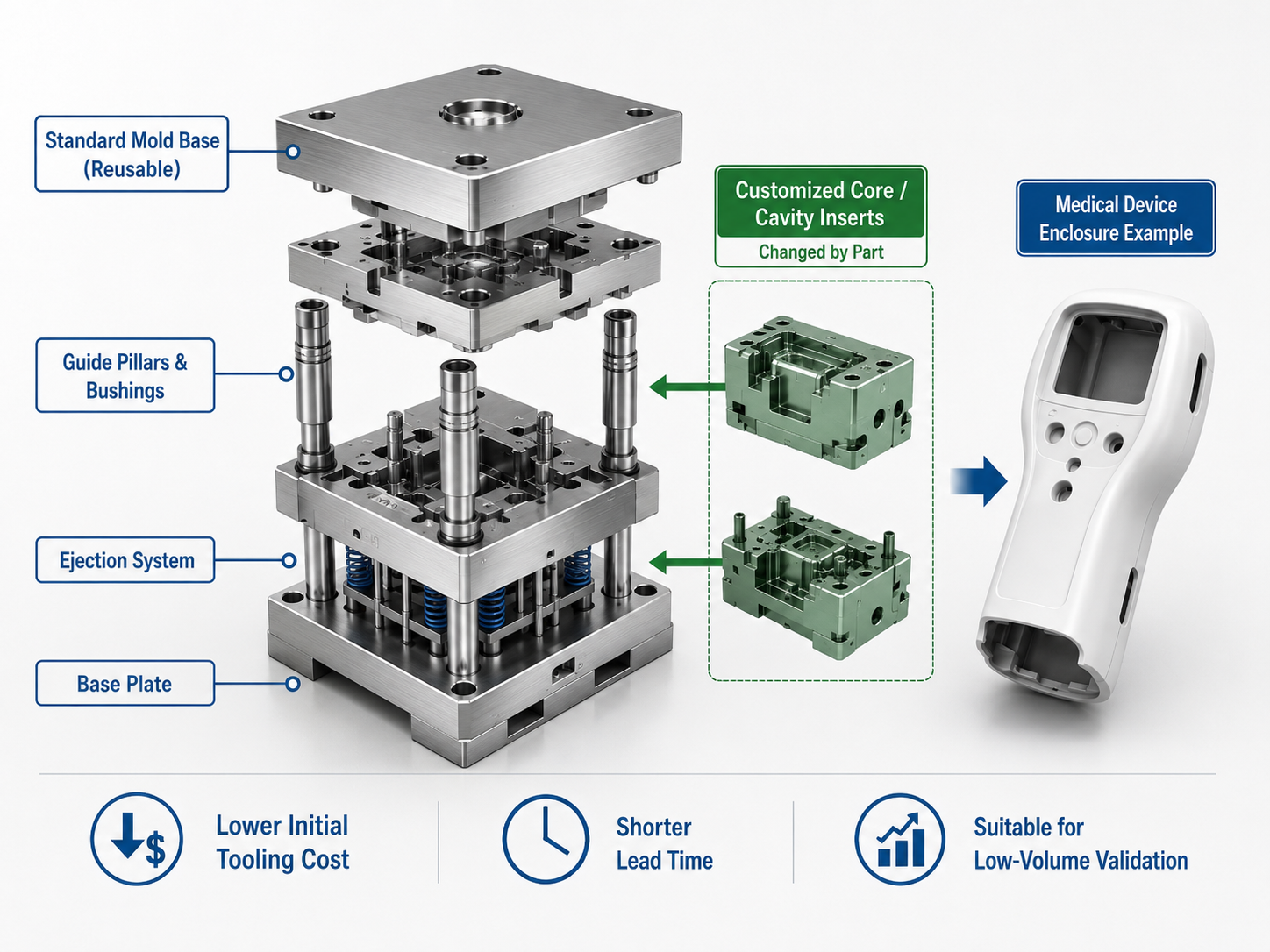
For some medical equipment components, CNC machining remains the preferred production method when annual volume is low, design changes are frequent, or tooling investment is not justified.
When the design becomes stable and plastic parts are required, Rapid MFG Online can support the transition from CNC prototypes to rapid tooling and injection molding through its associated manufacturing network. This is relevant for equipment housings, diagnostic device covers, plastic structural parts, brackets, and low-volume production programs.
How Rapid MFG Online Supports Medical CNC Projects
Rapid MFG Online supports overseas customers with engineering review, manufacturing coordination, and project follow-up from prototype to low-volume production.
Our support includes:
Project Need | Support Provided |
Early design review | DFM feedback on datum, tolerance, machining access, deformation, and burr risk |
CNC machining | Coordination of suitable machining resources based on geometry, material, tolerance, and quantity |
Material review | Practical suggestions based on function, machinability, finishing, and cost |
Surface treatment | Coordination of anodizing, passivation, polishing, blasting, painting, and engraving |
Inspection planning | Critical dimension review and inspection record coordination |
Prototype to small batch | Support from first prototype to repeatable low-volume production |
Multi-process project | Coordination with rapid tooling, injection molding, sheet metal, silicone molding, and other processes when needed |
This approach fits projects where engineering communication matters. It is especially useful for customers who need more than a basic quote, including startups, product development teams, equipment manufacturers, and engineering teams working on medical or diagnostic devices.
Request CNC Machining Support for Your Medical Device Project
Send us your 3D model, 2D drawing, material requirement, surface finish, quantity, and inspection needs.
Rapid MFG Online will review your part from a manufacturing perspective and provide practical feedback before production.
Request a CNC Machining Quote